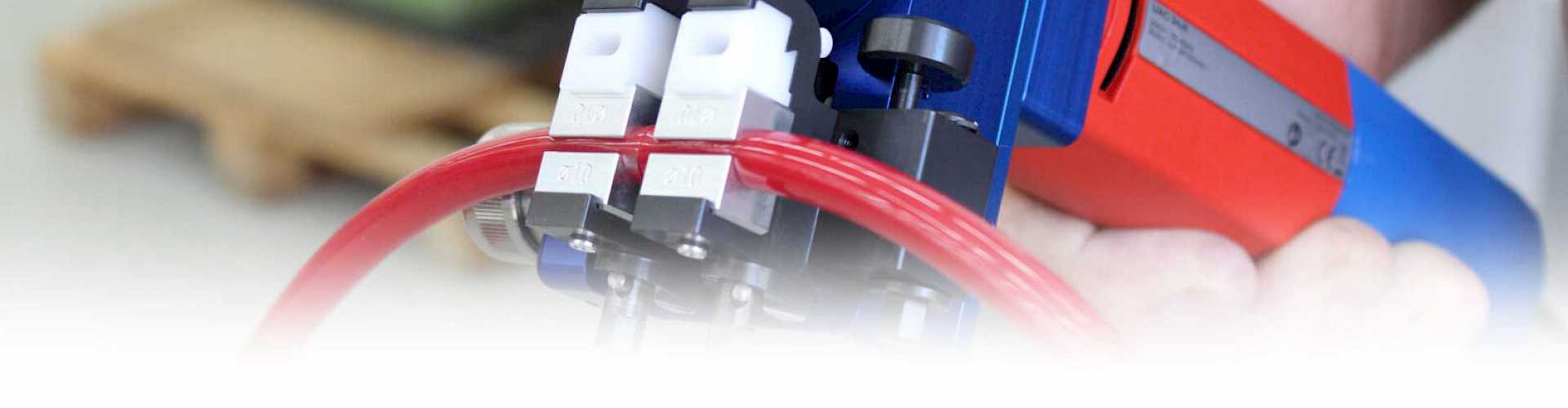
BEHAbelt 的彈性整體式 PU 輸送帶採用全 PU 皮帶結構,為端接提供了新的可能性。由於皮帶結構無拉力支撐,因此無需再使用指狀焊接進行連接,因為整體式皮帶本身是均勻的——即使在焊接縫處也是如此。
盡可能實現均勻的連接,無論從功能還是單體輸送帶的彈性伸展性能來看,都是品質的重要標準。
原則上,應盡可能縮小這個潛在的「不均勻」區域,因為單體輸送帶的預應力相對較大(0.5…4%),在張緊狀態下,輸送帶的不均勻性很快就會在視覺上顯現出來。
Diese Website verwendet Cookies, um ein gutes Surferlebnis zu gewährleisten
Dazu gehören wichtige Cookies, die für das Funktionieren der Website notwendig sind, sowie andere, die nur für anonyme statistische Zwecke, für Komfort-Einstellungen oder zur Anzeige personalisierter Inhalte verwendet werden. Sie können selbst entscheiden, welche Kategorien Sie zulassen möchten. Bitte beachten Sie, dass je nach Ihren Einstellungen möglicherweise nicht alle Funktionen der Website zur Verfügung stehen.
本网站使用谷歌公司("谷歌")提供的网络分析服务--谷歌分析。谷歌分析使用 "cookies",即放置在您电脑上的文本文件,帮助网站分析用户如何使用网站。Cookie 生成的有关您使用本网站的信息通常会传输到谷歌在美国的服务器并存储在那里。但是,如果本网站激活了 IP 匿名化功能,在欧盟成员国或欧洲经济区协议的其他缔约国内,您的 IP 地址将事先由谷歌缩短。
只有在特殊情况下,完整的 IP 地址才会被传送到谷歌在美国的服务器,并在那里被截断。谷歌将代表本网站运营商使用这些信息来分析您对网站的使用情况,编制网站活动报告,并向网站运营商提供与网站活动和互联网使用有关的其他服务。作为谷歌分析的一部分,您的浏览器传输的 IP 地址不会与谷歌的其他数据合并。
Diese Website verwendet Cookies, um ein gutes Surferlebnis zu gewährleisten
Dazu gehören wichtige Cookies, die für das Funktionieren der Website notwendig sind, sowie andere, die nur für anonyme statistische Zwecke, für Komfort-Einstellungen oder zur Anzeige personalisierter Inhalte verwendet werden. Sie können selbst entscheiden, welche Kategorien Sie zulassen möchten. Bitte beachten Sie, dass je nach Ihren Einstellungen möglicherweise nicht alle Funktionen der Website zur Verfügung stehen.
本网站使用谷歌公司("谷歌")提供的网络分析服务--谷歌分析。谷歌分析使用 "cookies",即放置在您电脑上的文本文件,帮助网站分析用户如何使用网站。Cookie 生成的有关您使用本网站的信息通常会传输到谷歌在美国的服务器并存储在那里。但是,如果本网站激活了 IP 匿名化功能,在欧盟成员国或欧洲经济区协议的其他缔约国内,您的 IP 地址将事先由谷歌缩短。
只有在特殊情况下,完整的 IP 地址才会被传送到谷歌在美国的服务器,并在那里被截断。谷歌将代表本网站运营商使用这些信息来分析您对网站的使用情况,编制网站活动报告,并向网站运营商提供与网站活动和互联网使用有关的其他服务。作为谷歌分析的一部分,您的浏览器传输的 IP 地址不会与谷歌的其他数据合并。